
高效除雾器
施罗高效除雾器为更高的要求而设计,针对不同项目工况,结合德国CHERO高效除雾器的技术特点做出针对性的选型方案与布置设计:
增加除雾器级数,减少净烟气残余液滴含量至15-20mg/Nm3:
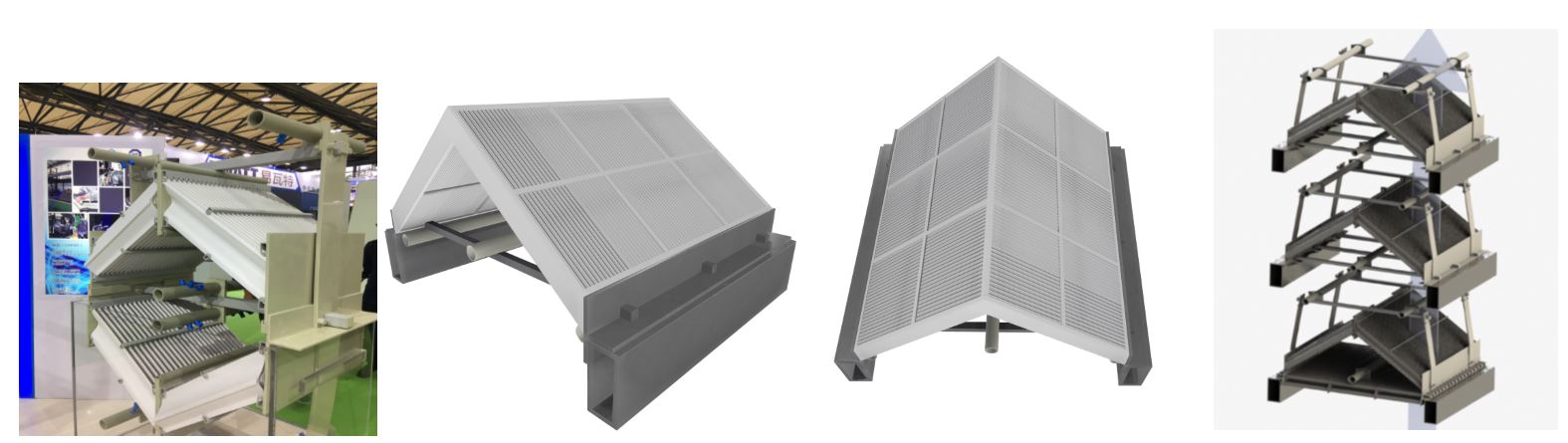
优化的波纹叶型设计,提高液滴捕捉性能:
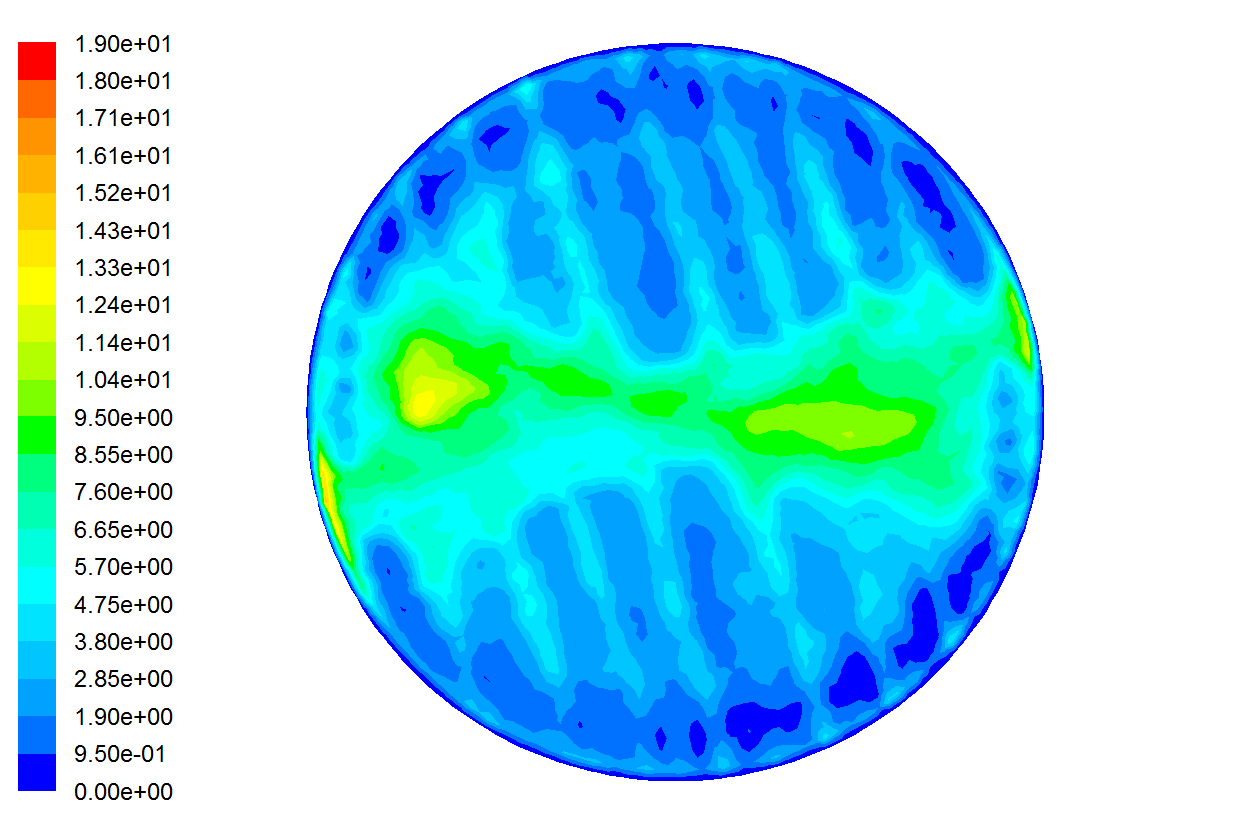
叶片间距、叶片曲率、钩片直段长度、叶片转折角度、钩片圆弧段半径以及角度等多处设计直接影响除雾器的工作效率和压损。通过对脱硫塔内三维两相流场的数值模拟,在准确的数学模型基础上进行大量的实验得以确定最优化的波纹叶型设计以及组合布置方式,最终在总压降较低情况下达到更加理想的除雾效果。

均衡流场分布,改善烟气工况,将管式流场均布装置与除雾单元集成实现组合布置:

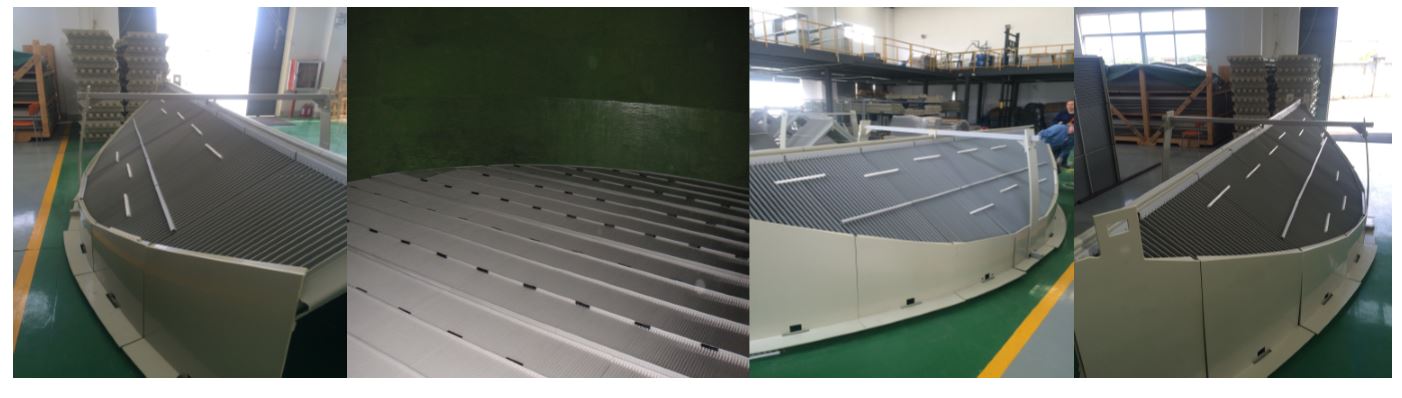
优化的水收集装置,有效规避二次夹带:
对除雾后净烟气液滴含量的检验结果表明,二次夹带造成的含水量增加占净烟气总含水量的70%以上。施罗优化的水收集和水排出设计对改善除雾器性能具有重要意义。
全塔流通设计,改善除雾器运行工况:
在FGD项目的工艺设计过程中,普遍认为屋脊式除雾器的烟气二次带水的临界流速是7.2m/s, 而实际上,考虑系统的运行偏差和塔内气体流场的不均匀分布,塔内局部区域的瞬间气体流速可高出空流速40%以上,因而造成除雾器局部区域出现液体携带,施罗对除雾器的非标准化设计以增加烟气流通面积非常必要。
严格执行欧洲除雾器的制作标准,确保产品质量;
除雾器叶片原材料选用全球知名厂商所生产的原材料,在制造叶片过程中严格按照德国工艺进行改性、增强,保证了叶片质量,叶片在挤出成型的过程中,严禁掺加任何着色母粒从而这源头上规避回用料的使用,选用工业塑料领域的知名制造商提供的板材和管路,并依靠高精度的塑料加工设备和工艺保证了产品的尺寸精度。所采用塑料焊接设备从瑞士、德国等塑料加工发达国家进口,除雾器对塑料焊接加工工艺有极高的要求。德国DVS塑料焊接协会对PP、PPH、PVC等材料的焊接温度、压力、保温时间、保压时间等有严格的要求。施罗公司对所有的塑料焊接均按照DVS相关的操作规程进行,确保了除雾器的焊接质量。

